
In the fast-paced world of small warehouses, every square foot counts. Limited space, high throughput demands, and tight workflows can make material handling a daily struggle. With mini conveyors, you can automate material movement while using minimal floor space.
They help warehouses streamline operations, reduce manual labor, and maintain consistent productivity. Choosing the right mini conveyor is crucial; not only for immediate efficiency gains but also for long-term scalability, safety, and return on investment.
In this blog, we will explore the best compact conveyors for small warehouses, including their types, applications, key considerations, and maintenance tips for mini conveyors.
Key Highlights:
- Mini conveyors help you maximise space and streamline workflows, reducing manual labour while keeping your operations efficient.
- Different types of conveyors allow you to handle various loads and product shapes, giving your warehouse flexibility and scalability.
- Careful selection, integration, and maintenance ensure your conveyors perform safely, reliably, and last longer.
- They support multiple tasks like order fulfillment, packaging, shipping, and sorting, boosting your overall warehouse efficiency.
What Are Mini Conveyors?
Mini conveyors are compact, lightweight conveyor systems designed to transport materials, products, or packages over short to medium distances. You can choose stationary or portable models, powered or gravity-driven, depending on your workflow needs. They are perfect for tasks that would otherwise require extensive manual handling.
Here’s why they matter:
- Compact Efficiency: Mini conveyors fit tight spaces and short transfer zones. They keep your products moving even where forklifts or full-sized conveyors aren’t practical, helping you make the most of every square foot.
- Light to Medium Load Handling: These conveyors move lighter materials, like cartons, boxes, and components, while keeping speed and flow consistent. Their capacity fits your small-to-mid-scale warehouse operations perfectly.
- Space and Workflow Optimization: Mini conveyors connect key zones in your warehouse, packing, sorting, and shipping, so you can move items faster and more safely than relying on manual handling.
- Scalability and Flexibility: Modular designs let you expand or reconfigure your mini conveyors as your storage needs grow or product lines change. This flexibility helps you handle fluctuating inventory volumes with ease.
- Improved Worker Safety and Efficiency: By reducing manual lifting and repetitive movement, mini conveyors lower the risk of injuries and fatigue, while improving your staff’s accuracy and throughput.
- Enhanced Cost Efficiency: Automating even part of your material flow saves time, cuts labour dependency, and minimises delays, delivering measurable ROI for your facility.
Also Read: Belt vs Roller Conveyors Guide
Types of Mini Conveyors for Small Warehouses
Mini conveyors come in various designs, each suited for specific operational needs. Understanding these differences helps you choose the system that fits your warehouse perfectly.
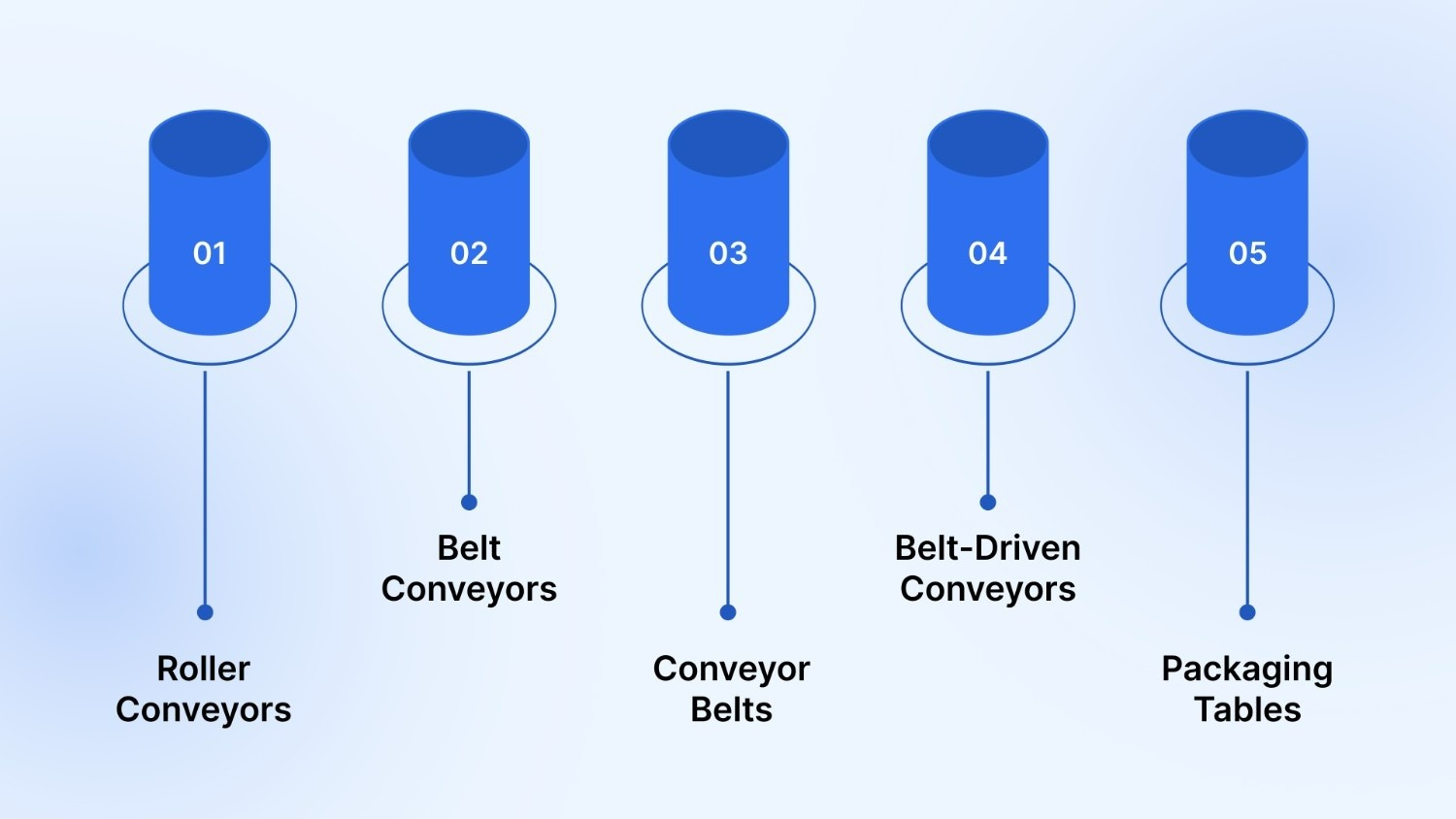
1. Roller Conveyors
Roller conveyors utilize a series of rollers to facilitate the movement of items, particularly those with a flat bottom. They are ideal for applications requiring gravity-fed transport or manual pushing, offering flexibility and ease of use.
Key Features:
- Variety of Bedding Options: Belt conveyors come with roller or plate bedding configurations, allowing you to transport different load types smoothly. This flexibility ensures the stable movement of items ranging from lightweight boxes to irregularly shaped packages.
- Speed Variability: Adjustable speed settings, typically 10 ft/min or 20 ft/min, let you control throughput and maintain a consistent workflow. This ensures that materials move efficiently without causing bottlenecks in packing or sorting areas.
- Customizable Lengths and Widths: Available in lengths up to 33 feet and widths from 7 7/8" to 23 5/8", belt conveyors can fit your warehouse layout and scale as your needs grow.
2. Belt Conveyors
Belt conveyors use a continuous loop of material to transport items, giving you a stable surface for your products. They are particularly effective for handling small or irregularly shaped items, ensuring smooth and consistent movement.
Key Features:
- Gravity and Powered Options: Roller conveyors can be gravity-driven for simple, low-maintenance movement or powered for controlled, high-volume operations. You can choose the option that optimizes your material flow.
- Material Versatility: Rollers are available in steel or durable plastic, accommodating a wide range of products and environmental conditions. You can select steel for durability or plastic for quieter operation.
- Modular Design: Many roller conveyors are modular, so that you can expand or reconfigure your system easily as your warehouse needs change.
3. Conveyor Belts
Conveyor belts are continuous loops made from various materials, designed to help you transport items across different elevations and distances efficiently. They are essential for applications requiring consistent and controlled movement of goods.
Key Features:
- Material Variability: Conveyor belts can be made from many different materials. PVC belts are common for general use, PU is food-safe, steel belts handle high temperatures, and plastic modular belts offer sanitation and flexibility. You can pick a belt based on your product and environment.
- Design Options: Available in roller bed, flat, and modular designs, letting you match your specific material handling needs.
- Customization: Belts can be customized in terms of width, length, and surface texture to accommodate specific product sizes and handling conditions.
4. Belt-Driven Conveyors
Belt-driven conveyors use a continuous belt powered by motors to help you move items precisely along a path. They are suitable for applications requiring controlled movement and higher throughput, offering precision and efficiency.
Key Features:
- Variety of Bedding Options: Belt-driven conveyors come with different bedding setups, such as roller or plate beds. These options allow you to handle a range of product sizes, weights, and shapes while maintaining stability during transport.
- Speed Variability: Adjustable speed settings, typically 10 ft/min and 20 ft/min, allow operations to fine-tune material flow. This flexibility ensures that production and packaging lines remain synchronized and efficient.
- Customizable Lengths: Belt-driven conveyors are available in lengths up to 33 feet, with widths ranging from 7 7/8" to 23 5/8". This adaptability allows you to optimize layouts and workflow even in limited or irregular spaces.
5. Packaging Tables
Packaging tables are workstations designed to facilitate the packing process, often incorporating conveyor systems to help you streamline item movement.
Key Features:
- Ergonomic Design: Packaging tables are designed to reduce operator strain, with optimal height and working surface configuration. This helps maintain productivity during repetitive packing tasks while minimizing fatigue and potential injuries.
- Integrated Features: Many packaging tables include features like pneumatic case erecting or automatic side flap folding. You can speed up packing and reduce errors using these enhancements.
- Adjustable Configurations: Packaging tables come in various sizes and layouts, allowing you to handle different products and packaging requirements efficiently.
Read more: Comprehensive Guide to Types of Conveyors and Their Uses
Applications of Mini Conveyors in Small Warehouses
Mini conveyors serve a wide range of applications within small warehouses, from order picking to packaging and shipping. By automating repetitive tasks, these systems reduce manual labor and enhance throughput.
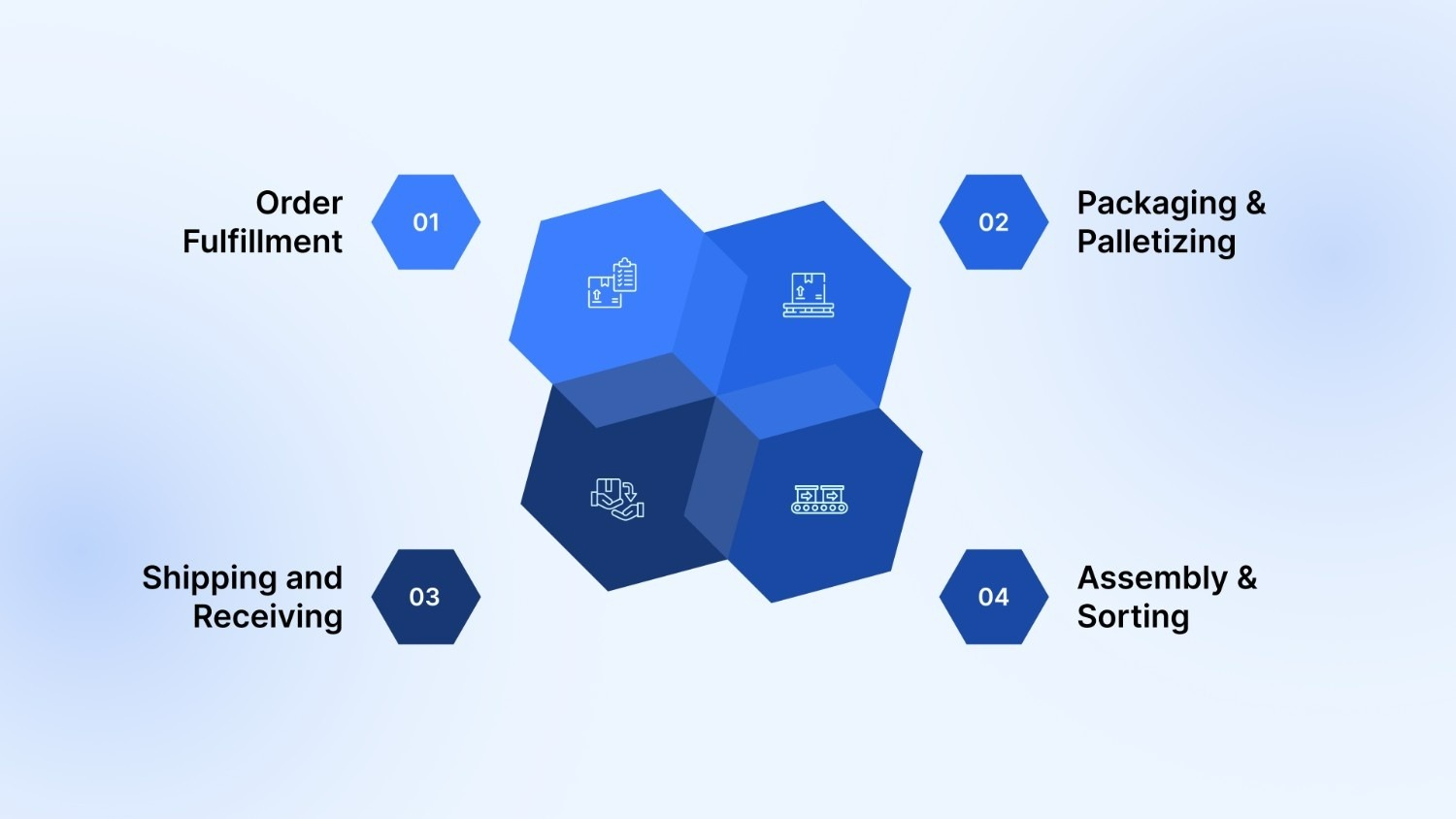
1. Order Fulfillment
Mini conveyors streamline the movement of items from storage shelves to packing stations. You’ll reduce the need for staff to carry heavy boxes manually, improving both efficiency and safety. John Maye’s conveyors can be configured to match your warehouse layout, optimizing flow from picking to packing.
2. Packaging and Palletizing
Conveyors facilitate smoother packaging processes, including case sealing, shrink wrapping, and pallet stacking. You can automatically route items to case erectors, sealers, or palletizing stations, minimizing bottlenecks.
3. hipping and Receiving
Shipping and receiving zones are often congested in small warehouses. Mini conveyors help you move products quickly from unloading areas to storage or processing stations. Gravity-fed roller conveyors provide an inexpensive, low-maintenance way to route cartons without manual handling.
4. Assembly and Sorting
Mini conveyors can also be used for light assembly or sorting operations. You can route products to multiple stations for inspection, assembly, or quality control, improving workflow and space utilization.
By integrating mini conveyors into these areas, you can achieve smoother operations and better use of space.
Key Factors to Consider When Choosing a Mini Conveyor
Selecting the right mini conveyor requires more than just choosing a model from a catalog. You must consider technical and operational factors to ensure long-term efficiency and safety. Key factors include:
1. Load Capacity
It’s essential to match your conveyor’s weight limits to the types of items being transported. Overloading a system can cause breakdowns, increase maintenance costs, and compromise safety. John Maye provides specifications for each conveyor to help you make informed decisions.
2. Footprint and Layout
Mini conveyors are designed to save space, but you still need to plan for optimal placement. Consider aisle widths, workstation access, and potential future expansion. A well-planned layout helps you ensure smooth movement, reduces congestion, and supports efficient workflows.
3. Speed and Control Options
Variable speed conveyors let you adjust flow rates according to your workload, reducing bottlenecks. Advanced systems may include programmable controls for precise operation, ensuring your conveyor matches the pace of your warehouse without overtaxing workers or equipment.
4. Safety Features
Safety is non-negotiable. You should look for conveyors with emergency stops, protective guards, and integrated sensors where necessary. Following OSHA and other safety standards helps you protect your workers and reduce operational risk.
5. Maintenance and Durability
Durable materials, robust drive mechanisms, and modular designs reduce downtime and maintenance frequency. Perform regular preventive maintenance, such as belt tension adjustments, lubrication, and roller inspections, to keep your operations running smoothly.
6. Integration with Existing Systems
Mini conveyors should complement your existing equipment, such as palletizers, case sealers, or packaging lines. This compatibility helps you maintain seamless workflows without additional customization or operational disruptions.
Integration and Maintenance of Mini Conveyors
Seamless integration and proper maintenance are key to maximizing the efficiency and lifespan of mini conveyors in small warehouses.
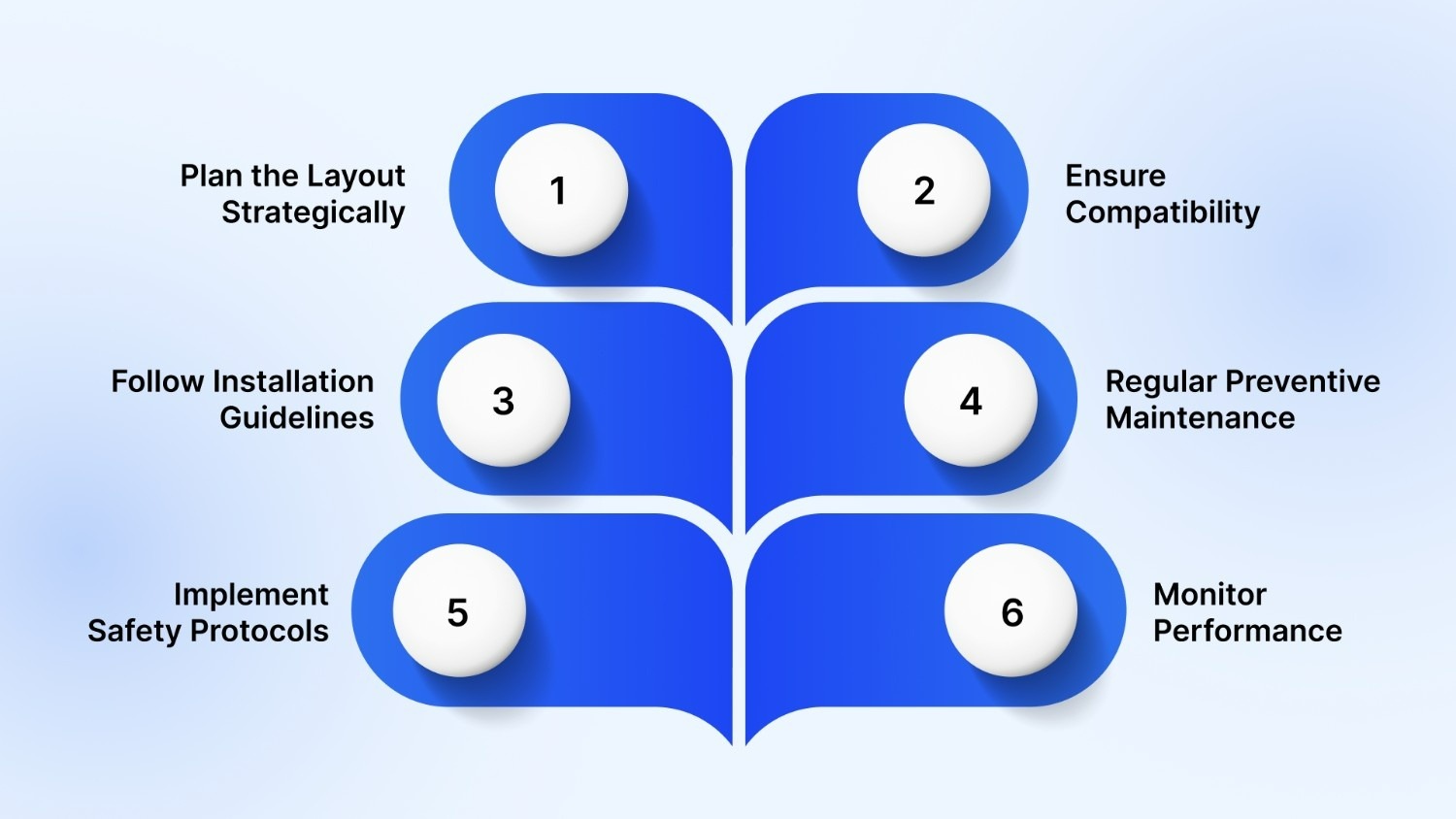
- Plan the Layout Strategically: Map your conveyor paths to align with your workstations, storage areas, and packing lines. Ensure enough clearance for operators and future expansion, so you can minimize workflow disruptions.
- Ensure Compatibility with Existing Equipment: Verify that your conveyors integrate seamlessly with palletizers, case sealers, lift tables, and other warehouse systems. This reduces reconfiguration costs and ensures a smooth material flow.
- Follow Manufacturer Installation Guidelines: Use factory-trained technicians for installation to ensure correct alignment, tension, and power connections. Proper setup helps you prevent premature wear and operational issues.
- Regular Preventive Maintenance: Inspect your rollers, belts, and drive mechanisms on a set schedule. Lubricate moving parts, adjust belt tension, and replace worn components proactively to prevent unplanned downtime.
- Implement Safety Protocols During Operation: Equip your conveyors with emergency stops, guards, and sensors. Train your staff to follow safety guidelines during routine inspections and minor adjustments.
- Monitor Performance and Adjust as Needed: Track your conveyor’s speed, load handling, and throughput. Adjust settings or reposition sections as needed when workflow changes to maintain efficiency and prevent strain on your equipment.
By following these tips, you can maximize the efficiency, reliability, and lifespan of your mini conveyor systems.
How JohnMaye Can Support Your Warehouse Automation?
John Maye offers comprehensive support for small warehouses looking to implement or upgrade mini conveyor systems. Their expertise, extensive inventory, and technical services make them a trusted partner for optimizing warehouse workflows:
- Flexible Equipment Solutions: Whether you need to purchase, lease, or rent mini conveyors and other packaging equipment, John Maye provides options that fit your budget and operational needs. This flexibility ensures you can scale operations without a large upfront investment.
- Rapid Inventory Fulfillment: With over 2,500 SKUs in stock at their Waukesha distribution center, John Maye guarantees fast, 24-hour shipping. This reduces equipment downtime and keeps your warehouse running smoothly without costly delays.
- Custom System Design: Their team of experts works with you to create ergonomic, integrated conveyor solutions that match your workflow. From layout planning to system integration with existing packaging lines, John Maye ensures your automation setup maximizes efficiency.
- Expert Installation and Maintenance: Factory-trained technicians handle installation, preventative maintenance, and emergency repairs. This proactive support minimizes downtime, extends equipment lifespan, and ensures your conveyors operate safely and reliably.
- Trusted Brands and Supplies: John Maye partners with leading packaging equipment manufacturers, ensuring high-quality conveyors, consumables, and replacement parts. This reliability guarantees compatibility, durability, and consistent warehouse performance.
By partnering with John Maye, small warehouses can leverage industry-leading solutions and expertise to streamline operations and drive growth.
Conclusion
Mini conveyors are essential tools for small warehouses looking to enhance efficiency, safety, and productivity. They provide a compact, scalable, and cost-effective solution to automate material movement, streamline order fulfillment, and improve workflow ergonomics.
Selecting the right type, whether belt, roller, modular, or portable, depends on load requirements, space constraints, throughput goals, and safety considerations. Proper integration and maintenance further ensure long-term value and smooth warehouse operations.
Partnering with a reliable distributor like John Maye Company allows warehouses to access high-quality equipment, expert system design, and responsive technical support.
Contact us today to explore custom conveyor options and elevate your warehouse automation.
FAQs
1. How do belt, roller, and modular mini conveyors differ in functionality?
Belt conveyors use continuous belts for the smooth transport of items, ideal for delicate goods. Roller conveyors rely on rolling tubes for heavier or rigid items. Modular conveyors feature interlocking segments, allowing flexible layouts, easy maintenance, and adaptability for complex warehouse operations.
2. What materials are commonly used in mini conveyor construction for durability?
Mini conveyors are typically made from stainless steel, aluminium, or heavy-duty plastic. Stainless steel offers corrosion resistance, aluminium provides lightweight strength, and engineered plastics reduce wear and noise, ensuring long-lasting performance in varied warehouse or production environments.
3. How long is the expected lifespan of a mini conveyor under regular use?
With proper maintenance, mini conveyors can last between 3 to 10 years. Factors such as load type, operating conditions, and maintenance practices influence their longevity. Regular inspections and timely replacements of components like belts and motors can extend their service life.
4. What safety standards should be followed when installing mini conveyors?
Installation should comply with OSHA and ISO safety guidelines, including proper guarding, emergency stops, load limits, electrical safety, and employee training. Adhering to these standards prevents accidents, ensures operational safety, and maintains compliance with industry regulations.
5. What is the average cost range for high-quality mini conveyor systems?
The cost of high-quality mini conveyor systems varies based on specifications and features. On average, prices range from $200 to $600, depending on factors like material, customization, and additional functionalities.

Blogs

Best Shrink Wrap Machines for Your Business
Discover the best shrink wrapping equipment for food packaging compliance. Conflex offers high automation. Increase efficiency now!

Top Banding Machines for Packaging Solutions
Find top banding machines for small to mid-size packaging lines! Discover flexible automation options and sustainability features. Optimize efficiency today!

Best Pallet Wrapping Machines for Manufacturing Plants 2025
Explore the best pallet wrapping machines for manufacturing plants in 2025. Learn how to choose, compare key models, and reduce wrapping costs.