
In large-scale manufacturing or distribution environments, every minute lost to poor sealing or inconsistent film application leads to product damage and costly downtime. That’s why choosing the best shrink wrap machine for industrial packaging is a crucial investment.
Industrial shrink wrap systems go far beyond entry-level retail sealers. They combine automated sealing, heat tunnels, and durable film compatibility to create a professional, tamper-evident finish at scale.
Whether you’re wrapping multipack beverages, food trays, or heavy manufactured components, the right system can streamline operations, enhance safety, and minimize waste.
This guide will explain the different types of shrink wrap machines, key selection factors for industrial buyers, a comparison of leading models, and how to maximize long-term ROI through the right maintenance and service support.
Key Takeaways:
- Manual sealers suit small runs, while semi-automatic and fully automatic systems maximize speed and consistency in high-volume industrial packaging.
- Use polyolefin (POF) for clarity, LDPE for heavy-duty protection, and PVC for light retail packaging.
- Automated systems cut labor and waste, typically paying for themselves within 12–18 months of installation.
- Regular cleaning, inspection, and preventive service extend machine life and reduce costly downtime.
What Is a Shrink Wrap Machine and How It Works
A shrink wrap machine uses heat and sealing mechanisms to tightly enclose a product in a layer of plastic film. Once sealed, the film shrinks and conforms to the shape of the product, creating a durable and tamper-evident package that protects items during handling, storage, and shipment.
At an industrial scale, shrink wrapping is a process designed for continuous, high-speed operation and compatibility with various product shapes and materials.
Core Components of a Shrink Wrap System
Applications Across Industries
Shrink wrapping is used in nearly every industrial sector:
- Food & Beverage: Multipack bundling, tamper-evident retail packaging.
- Pharmaceuticals: Protection from moisture and contamination.
- Manufacturing: Wrapping tools, components, and bulk parts for shipping.
- E-commerce & Retail: High-clarity packaging for display products.
This flexibility makes shrink wrap systems indispensable for businesses looking to protect products efficiently while maintaining speed and consistency across production lines.
Different industries have unique packaging requirements, and essential equipment to meet these needs includes case erectors, case sealers, conveyors, lift table equipment, shrink wrap equipment, strapping and banding equipment, and pallet wrapping equipment.
Types of Shrink Wrap Machines & Their Use Cases
Not all shrink wrap machines are built alike. Industrial facilities require equipment that matches their product dimensions, production speed, and packaging goals. Here’s a breakdown of the major machine types and where they excel.
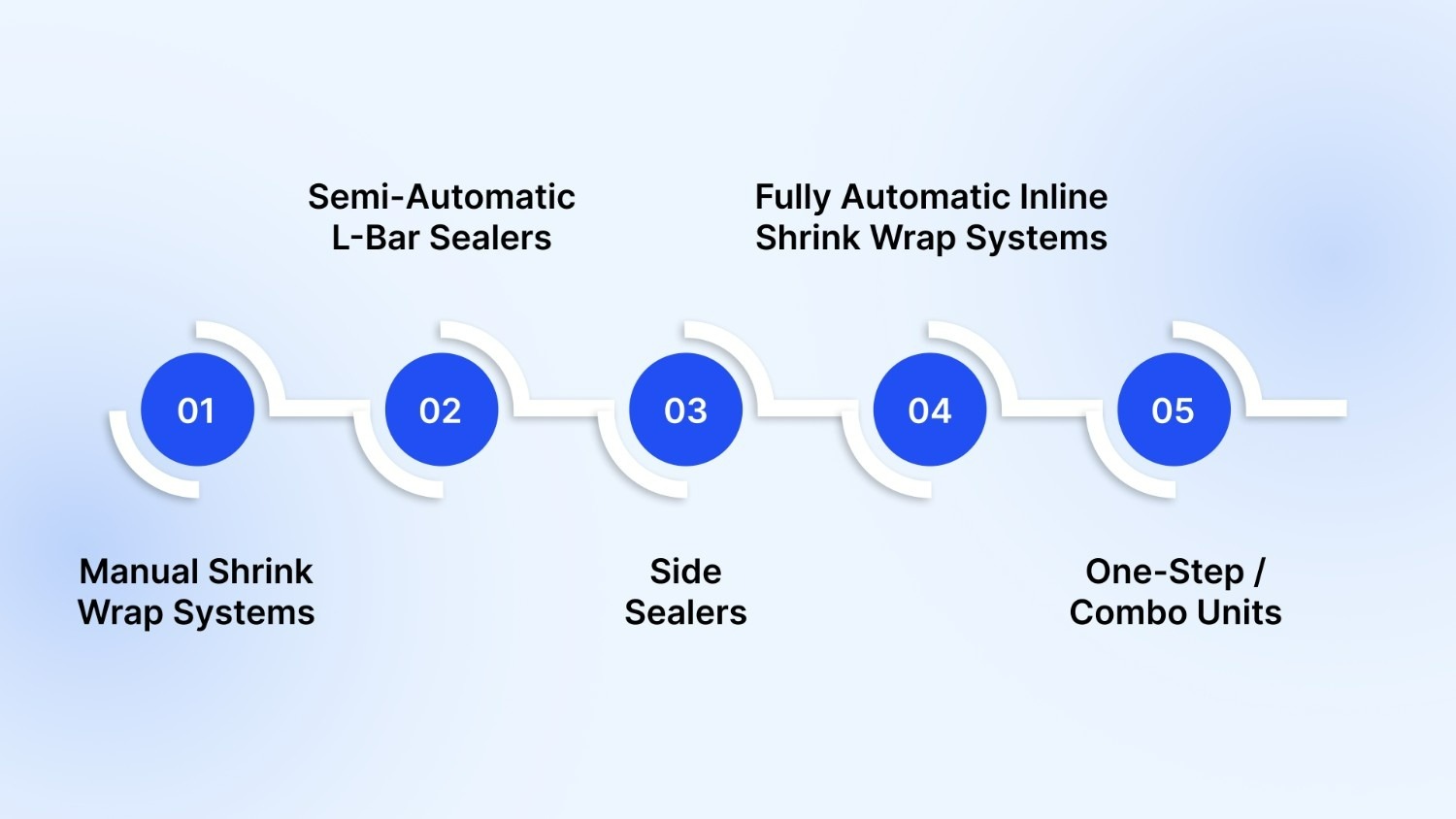
1. Manual Shrink Wrap Systems (I-Bar or Impulse Sealers)
Best for: Small manufacturers, low-volume packaging, prototyping, and short production runs.
How they work: An operator manually positions the film and product under an I-bar sealing arm, which cuts and seals the film in one motion. The wrapped product is then moved to a heat gun or small tunnel for shrinking.
Industrial advantage:
- Low upfront investment.
- Ideal for small batches, samples, or irregular products.
- Compact footprint fits tight spaces.
Limitations:
- Operator-dependent, lower throughput (~5–10 packs/min).
- Not suited for high-speed production lines.
2. Semi-Automatic L-Bar Sealers with Shrink Tunnels
Best for: Medium-scale operations requiring consistent output without full automation.
How they work: The operator loads products into the film, and the L-bar sealer automatically cuts and seals. A built-in conveyor moves packages through a shrink tunnel for uniform film contraction.
Advantages:
- Balances automation and control.
- Consistent sealing quality and shrink results.
- Modular tunnel options for scalability.
Common Uses: Food packaging, retail multipacks, printed materials, and consumer goods.
Example models:
- SMIPACK FP560A Semi-Automatic L-Sealer – compact and modular design for food-safe operations.
- SMIPACK BP600 Semi-Automatic Shrink Wrapper – efficient sealing bar technology for multipacks up to 25 packs per minute.
3. Side Sealers (Intermittent and Continuous Motion)
Best for: Manufacturers with long, flat, or varied-length products such as trays, pipes, or boxes.
How they work: Products are conveyed through a side-seal system that continuously cuts and seals along one edge, maintaining speed without stopping between items.
Advantages:
- Perfect for products of varying lengths.
- High output rates (up to 4,000+ packs/hour).
- Works with most film types (POF, LDPE, PVC).
Industries: Food trays, printed materials, industrial parts, or bundled products requiring continuous packaging.
4. Fully Automatic Inline Shrink Wrap Systems
Best for: High-volume production lines in manufacturing, logistics, and e-commerce fulfillment.
How they work: Products automatically feed into the machine, sealed and shrunk in one continuous motion. These systems integrate seamlessly with upstream conveyors and robotic feeders.
Advantages:
- Labor-free operation, consistent sealing precision.
- Minimal downtime and faster ROI.
- Excellent for shrink bundling heavy or large products.
Industries: Beverage, food, building materials, hardware, and industrial goods manufacturing.
Example models:
- SMIPACK FP6000 Automatic L-Sealer – up to 3,000 packs per hour with full electric operation.
- Heat Seal HDX350 Heavy-Duty Shrink System – U.S.-built system with dual heat zones for industrial-grade applications.
For large-scale plants packaging thousands of items daily, these machines are the backbone of efficiency.
5. One-Step / Combo Units (Sealer + Tunnel in One)
Best for: Facilities seeking space-saving integration or product flexibility.
How they work: These systems combine sealing and shrinking in one chamber, allowing a single operator to seal and finish the package in one motion.
Advantages:
- Ideal for small to medium production volumes.
- Compact design saves floor space.
- Reduces material waste and operator handling.
Limitations:
- Not optimized for extremely high-volume runs.
- Smaller chamber size limits product dimensions.
For expert guidance on selecting and integrating the best packaging equipment for industrial and heavy manufacturing, partner with John Maye Company. Contact us today to optimize your packaging line and safeguard your business. Connect here.
Key Selection Criteria for Industrial Buyers
Selecting the best shrink wrap machine for industrial packaging involves much more than comparing price tags. Industrial buyers must weigh throughput requirements, film compatibility, maintenance expectations, and long-term ROI.
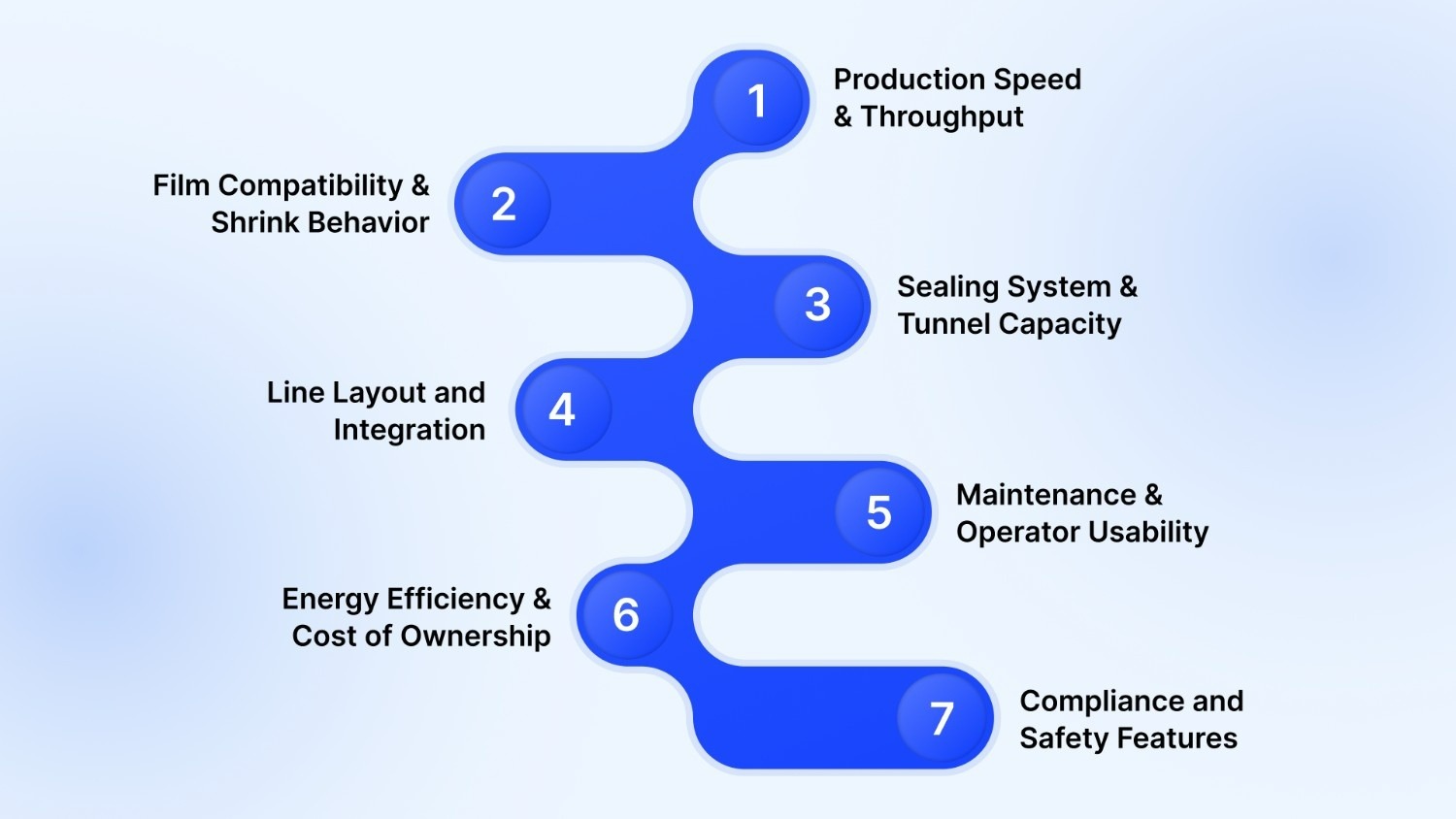
Here’s what to evaluate before investing in a shrink wrap machine.
1. Production Speed and Throughput
Your output volume determines the necessary automation level.
- Manual and semi-automatic systems typically handle up to 10–25 packs per minute, making them ideal for small- to mid-sized operations.
- Automatic and inline systems deliver 40–100+ packs per minute for high-volume facilities.
Tip: Factor in both current and projected growth. Choosing a system with modular expansion options prevents costly replacements as production scales.
2. Film Compatibility and Shrink Behavior
Different shrink films behave uniquely under heat, so ensure your machine supports multiple materials:
- PVC: Economical but less durable; suitable for retail and light packaging.
- Polyolefin (POF): Strong, food-safe, and high-clarity, ideal for mixed industrial and consumer goods.
- LDPE: Thicker, more impact-resistant, designed for heavy-duty bundling or large products.
Look for machines with adjustable film tension, dual-film feed, and variable temperature controls to accommodate diverse applications.
3. Sealing System and Tunnel Capacity
The sealing bar and tunnel define the overall quality of the wrap.
- Seal bar width: Determines maximum package size (commonly 12–36 inches).
- Heat control: Adjustable temperature zones improve shrink consistency.
- Tunnel airflow and cooling: Balanced flow prevents wrinkles and overheating.
Industrial insight: Systems like the Heat Seal HDX350 use advanced airflow management and reinforced seal bars to maintain precision under continuous loads.
4. Line Layout and Integration
Space planning is critical. Consider:
- Available floor space and conveyor length.
- Product infeed/outfeed orientation (90° or inline).
- Accessibility for operators and maintenance.
Compact systems such as the SMIPACK FP560A or BP600 are excellent for facilities with limited floor space but demanding throughput targets.
5. Maintenance and Operator Usability
A high-speed system is only as efficient as its uptime. Choose a machine with:
- Tool-less film threading and accessible components.
- Readable touchscreen interfaces for parameter adjustments.
- Readily available spare parts and local technician support.
John Maye Company’s team offers preventive maintenance programs, ensuring machines stay production-ready with minimal downtime.
6. Energy Efficiency and Cost of Ownership
Beyond initial purchase price, factor in:
- Power consumption of the tunnel system.
- Labor requirements per shift.
- Film waste and consumables.
- Downtime costs due to maintenance or changeovers.
Many modern systems include auto-sleep modes and optimized airflow designs, reducing energy use by up to 20–30% compared to older equipment.
7. Compliance and Safety Features
For food, pharma, or regulated industries, confirm:
- FDA or USDA-approved components (for food contact).
- CE and UL safety certifications.
- Integrated emergency stops and guard interlocks.
Machines that offer modular scalability, multi-film compatibility, and strong service backing deliver greater value over time.
Choose a supplier like John Maye Company for end-to-end solutions. Ensure clear service contracts and response times for maintenance needs.
Upgrade your operations today with the best packaging equipment for industrial and heavy manufacturing. Partner with John Maye Company to get guidance on the right palletizing systems for your operations.
Comparing Popular Shrink Wrap Machines
Choosing the best shrink wrap machine for industrial packaging often comes down to comparing performance, capacity, and film compatibility across models. To simplify your evaluation, here’s a look at several popular shrink wrap systems.
How to Use the Table
- Match Output to Demand:
- Choose semi-automatic (e.g., FP560A) for steady mid-volume production.
- Upgrade to automatic (e.g., FP6000) for continuous packaging lines exceeding 3,000 packs/hour.
- Evaluate Product Dimensions:
- The seal bar width and tunnel size determine the largest package your system can handle.
- Machines like the SW-3614 accommodate bulky or wide industrial products efficiently.
- Select Based on Film Type:
- Use POF for high-clarity retail packaging.
- Choose LDPE for bundling or heavy-duty wrapping.
- Consider Integration and Layout:
- SMIPACK BP600 and FP6000 easily integrate with existing conveyor systems, supporting both 90° and inline configurations.
For continuous operations, systems like the SMIPACK FP6000 or Heat Seal HDX350 stand out. On the other hand, semi-automatic models like the FP560A or BP600 provide a reliable mid-tier option, balancing performance with lower upfront costs.
At John Maye Company, we deliver packaging solutions that keep your machines reliable and your operations running at peak performance.
Shrink Tunnel Systems & Heat Methods
While sealers handle the film cutting and sealing process, shrink tunnels are where the final packaging quality is truly determined. These systems apply controlled heat to shrink the film evenly around each product, creating a tight, professional finish.
For industrial operations, the tunnel’s design, airflow, and temperature precision directly impact productivity, material efficiency, and package integrity.
How Shrink Tunnels Work
After the product is sealed, it enters a heated tunnel via conveyor. Inside, circulating air or radiant heat causes the shrink film (PVC, POF, or LDPE) to contract uniformly. The package then cools upon exit, locking the film in place for a clean, tamper-evident appearance.
Types of Shrink Tunnels
Each type can be configured for inline or standalone use depending on production layout and product type.
Integration Best Practices
- Align tunnel speed with sealer output. Mismatched rates can cause film sagging or burn-through.
- Maintain regular tunnel cleaning to prevent buildup that can disrupt airflow.
- Calibrate heat sensors periodically for consistent performance.
- For large packaging lines, dual-tunnel setups (preheat + finish) maximize shrink quality without overheating products.
John Maye Company supplies a range of SMIPACK and Heat Seal sealing systems.
- SMIPACK T Series Tunnels: Compact, high-efficiency tunnels with adjustable airflow control and reduced power draw.
- Heat Seal Heavy-Duty Tunnels: All-steel construction, long life, and precise temperature control for 24/7 production.
Combined with automated L-bar or bundler systems, these tunnels ensure consistent shrink performance and minimal film waste across every packaging cycle.
Maintenance, Troubleshooting & Support
Even the best shrink wrap machines for industrial packaging require consistent care to maintain peak performance. Regular maintenance not only extends machine life but also minimizes downtime, prevents film waste, and safeguards output quality.
A proactive approach, supported by a knowledgeable distributor like John Maye Company, keeps your packaging line efficient, reliable, and cost-effective year-round.
1. Preventive Maintenance
Routine maintenance is far more effective (and less costly) than emergency repairs. Industrial shrink wrap machines should be checked daily, weekly, and monthly based on production volume. Establish a maintenance log to track service intervals, operator notes, and replacement parts usage.
2. Common Operational Issues and Solutions
Consistent inspection and quick intervention prevent small issues from halting production.
3. Spare Parts and Component Availability
Downtime can cost thousands in lost productivity. That’s why John Maye Company emphasizes readily available OEM parts and regional technician dispatch.
We maintain inventory for:
- Seal wires and Teflon kits
- Tunnel blowers and heating elements
- Photo eyes and PLC controllers
- Drive motors and conveyor belts
With 24-hour service support and preventive maintenance programs, customers can schedule regular tune-ups to ensure continuous operation.
4. When to Repair vs Replace
If maintenance costs start exceeding operational gains, upgrading may deliver better ROI.
- Repair: Ideal for systems <5 years old or minor electrical/mechanical wear.
- Replace: Recommended when film waste, inconsistent seals, or frequent stoppages affect output.
With trade-in and leasing programs, John Maye Company helps clients upgrade efficiently while minimizing upfront costs.
ROI and Decision Scenarios
Investing in the best shrink wrap machine for industrial packaging is both a technical and financial decision. The right system can yield measurable returns in throughput, labor reduction, and product protection, often paying for itself within the first year of operation.
Here is a breakdown of how to evaluate ROI, along with common decision scenarios that show when to upgrade, lease, or automate.
1. Understanding ROI in Industrial Shrink Wrapping
ROI (Return on Investment) = (Annual Savings / Machine Cost) × 100
Savings typically come from:
- Reduced labor: semi-automatic or automatic systems minimize operator handling.
- Lower material waste: consistent seals and film tension reduce film usage.
- Faster throughput: higher packs per minute increase revenue potential.
- Minimized downtime: newer systems require less frequent maintenance.
Example Calculation: If a new automatic shrink wrap system costs $35,000 and saves $1,000/month in labor + $800/month in film waste, annual savings = $21,600.
ROI = (21,600 ÷ 35,000) × 100 = 61.7% payback in one year.
2. Automation Level vs. Payback Period
3. The Long-Term Payoff
Beyond immediate savings, a reliable shrink wrap machine contributes to:
- Consistent product quality and brand presentation.
- Reduced shipping damage and returns.
- Lower risk of downtime and part shortages.
- Better sustainability through optimized film use and energy efficiency.
From PVC for retail goods to polyolefin for food packaging and LDPE for heavy-duty bundling, there’s a shrink film suited for every application. If you’re unsure which type best fits your products, our packaging supplies resource hub can guide you.
Why Partner with John Maye Company?
With factory-trained technicians, regional service coverage, and custom integration support, John Maye Company ensures each machine performs optimally within your existing packaging line.
Our experts help you match packaging machines to your exact requirements, whether you need carton sealers for shipping, stretch wrappers for pallet loads, or filling systems for high-volume production.

- Industrial Expertise: 40+ years in packaging equipment distribution and service.
- Comprehensive Catalog: Shrink wrap systems from leading brands like SMIPACK and Heat Seal.
- Flexible Options: Purchase, lease, or integrate equipment with existing lines.
- Midwest Service Advantage: Rapid parts delivery and certified field technicians.
We also guide you on service contracts and maintenance planning so your equipment delivers reliable performance year after year.
For tailored advice on selecting the best shrink wrap machines for industrial packaging, connect with our team today.
FAQs
1. What’s the difference between an L-bar and a side sealer?
L-bar sealers make an “L-shaped” seal around products, ideal for smaller items or multipacks. Side sealers handle continuous, variable-length products, better suited for high-volume or elongated packaging.
2. Which shrink film is best for industrial packaging?
For heavy-duty bundling, LDPE provides maximum durability. For clarity and versatility, polyolefin (POF) is preferred in food, consumer, and mixed applications.
3. How often should a shrink wrap machine be serviced?
Basic cleaning should be done daily. Preventive maintenance, such as seal bar checks, alignment, and lubrication, is recommended monthly or quarterly, depending on usage.
4. Can shrink wrap machines integrate with conveyors or existing lines?
Yes. Most industrial shrink wrap systems, especially automatic models like SMIPACK FP6000, can integrate seamlessly into conveyorized or robotic packaging setups.
5. Should I lease or buy a shrink wrap system?
Leasing offers flexibility and lower upfront costs, ideal for growing operations or seasonal demand. Buying is best for long-term, high-volume operations with stable product lines.

Blogs

Best Shrink Wrap Machines for Your Business
Discover the best shrink wrapping equipment for food packaging compliance. Conflex offers high automation. Increase efficiency now!

Top Banding Machines for Packaging Solutions
Find top banding machines for small to mid-size packaging lines! Discover flexible automation options and sustainability features. Optimize efficiency today!

Best Pallet Wrapping Machines for Manufacturing Plants 2025
Explore the best pallet wrapping machines for manufacturing plants in 2025. Learn how to choose, compare key models, and reduce wrapping costs.